本篇目录:
- 1、煮黑的煮黑行业现状
- 2、煮黑处理
- 3、煮黑工艺环保吗
- 4、热处理中煮黑和法兰有什么区别,工艺是怎样的?
- 5、工业煮黑的方法与配方
煮黑的煮黑行业现状
不符合要求。根据查询相关公开信息资料显示,将铸铁的零部件在强酸溶液中浸泡,再放到强碱溶液中蒸煮达到防锈效果,这种工艺称为“煮黑”。这是国家明令禁止的污染行业。
双核高频或是四核的可以运行得非常好;二是手机的运行内存,也就是RAM,现在1G的比较多,运行不错,高端的机种开始走2G甚至再过不久要突破2G了,运行起来自然也就更加顺畅了。
-图1")
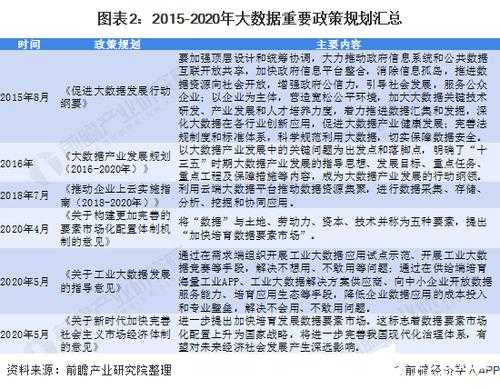
投入精力对传统工序进行改良,重新设计,使其工艺流程既满足对环境的保护要求。煮黑,又称发黑,或发蓝。药液与工件本身的材质发生反应生成镀膜,氧化处理后膜厚度在0.5-5微米,对零件尺寸和精度无显著影响。
煮黑处理
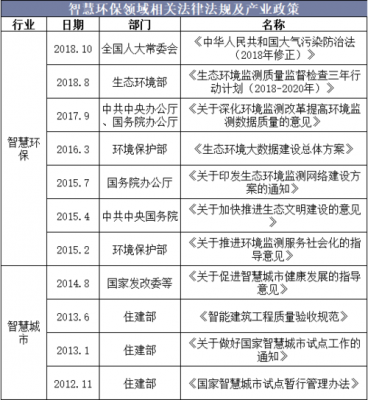
工业煮黑的方法:去污除油-清洗-酸洗除锈-清洗-发黑-清洗-皂化-浸油;配方:四氧化三铁粉、甲醛、三氧化二苯。
法兰在自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造对焊法兰的基本工序有镦粗、拔长、冲孔、弯曲和切断等。 一般的煮黑工艺流程为去污除油-清洗-酸洗除锈-清洗-发黑-清洗-皂化-浸油。
煮黑-钢铁的表面氧化处理,现在工厂比较常用的有两种。1。碱基煮黑 2。酸基煮黑 首先我就我知道的来介绍碱基煮黑的配方比例。
-图2")
能保证10年,条件是在空气干燥没有水分、通风良好的情况下。煮黑,我们也常称为包黑,是直接将螺丝紧固件等金属件放入药剂里煮,使其在高温下氧化,让螺丝的表面获得一层黑色的氧化膜。
一般的煮黑工艺流程为:去污除油—清洗—酸洗除锈—清洗—发黑—清洗—皂化—浸油—成品。钢材的表面氧化学处理—煮黑 1。碱基煮黑 2。
表面处理中煮黑和氧化是同一种处理方法的不同叫法。煮黑是通俗叫法,而氧化是标准叫法。一般情况下煮黑是指黑色金属通过氧化得到黑色氧化膜的过程,而氧化的范围则宽一些,不光指黑色金属的氧化也包括有色金属的氧化。
煮黑工艺环保吗
1、不符合要求。根据查询相关公开信息资料显示,将铸铁的零部件在强酸溶液中浸泡,再放到强碱溶液中蒸煮达到防锈效果,这种工艺称为“煮黑”。这是国家明令禁止的污染行业。
-图3")
2、答案是肯定的,据调查沧州官厅史贾村的煮黑厂家痛定思痛,投入大量精力对传统工序进行改良,重新设计,针对有污染的环节进行改进,替换,使其工艺流程既满足了对环境的保护,又能够不改变其膜层本质的优越性。
3、不一样,常温发黑用的是筑宝坚固黑发黑液,不用加热,比较省事,附着在钢铁表面强而且比较均匀,是一项新的环保工艺。煮黑的发黑液目前已经快被淘汰。
4、发黑不环保的,你可以电泳加工呀,有覆盖层。
5、价格也高,尤其是环保达克罗;电镀锌不适用于9级及以上等级的螺钉,容易产生氢脆,防腐能力要弱于以上几种;煮黑价格便宜,但只能作为一种短期防腐方式。另外,电镀还有镀铜、镀铬,其他的表面处理有磷化、喷涂等。
热处理中煮黑和法兰有什么区别,工艺是怎样的?
1、煮黑发兰是热处理后,再去放在180摄氏度氢氧化钠和亚硝酸钠溶液内煮十分钟后染黑。余温发黑工序更佳简便环保。
2、区别在于工艺不同,发蓝是通过表面热处理;煮黑即钝化,是用硫酸或硝酸腐蚀金属表面,使金属表面形成一层致密的保护层,延缓介质腐蚀速度。
3、煮黑或称发黑,或发蓝,其作为一种传统的表面处理工艺,以其优质的外观效果,便利的成膜条件,在表面处理工艺中独树一帜。
工业煮黑的方法与配方
酸基煮黑 首先我就我知道的来介绍碱基煮黑的配方比例。
.配方: 磷酸3~10克硝酸钙80~100克过氧化锰10~15克水1000克 2.制法:按配方计量后,在不断搅拌条件下,依次把磷酸、过氧化锰和硝酸钙加入其中,溶解,混合均匀即可。
煮黑-钢铁的表面氧化处理,现在工厂比较常用的有两种。1。碱基煮黑 2。酸基煮黑 首先我就我知道的来介绍碱基煮黑的配方比例。氢氧化钠 650克 亚硝酸钠 250克 水 1升 温度135-145度(沸腾)时间:10-30分钟。
到此,以上就是小编对于煮黑怎样达到环保标准的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏